

BW8008 降低了钢与膜粘合失效的风险。
在喷涂主膜之前,BW8008 在经过适当处理的船用钢材上形成稳定的底漆界面。它有助于改善钢基材和 BW3-900 保护膜之间的粘合,支持防锈处理区域、焊缝、钢边缘和其他细节区域周围的防腐界面稳定性。
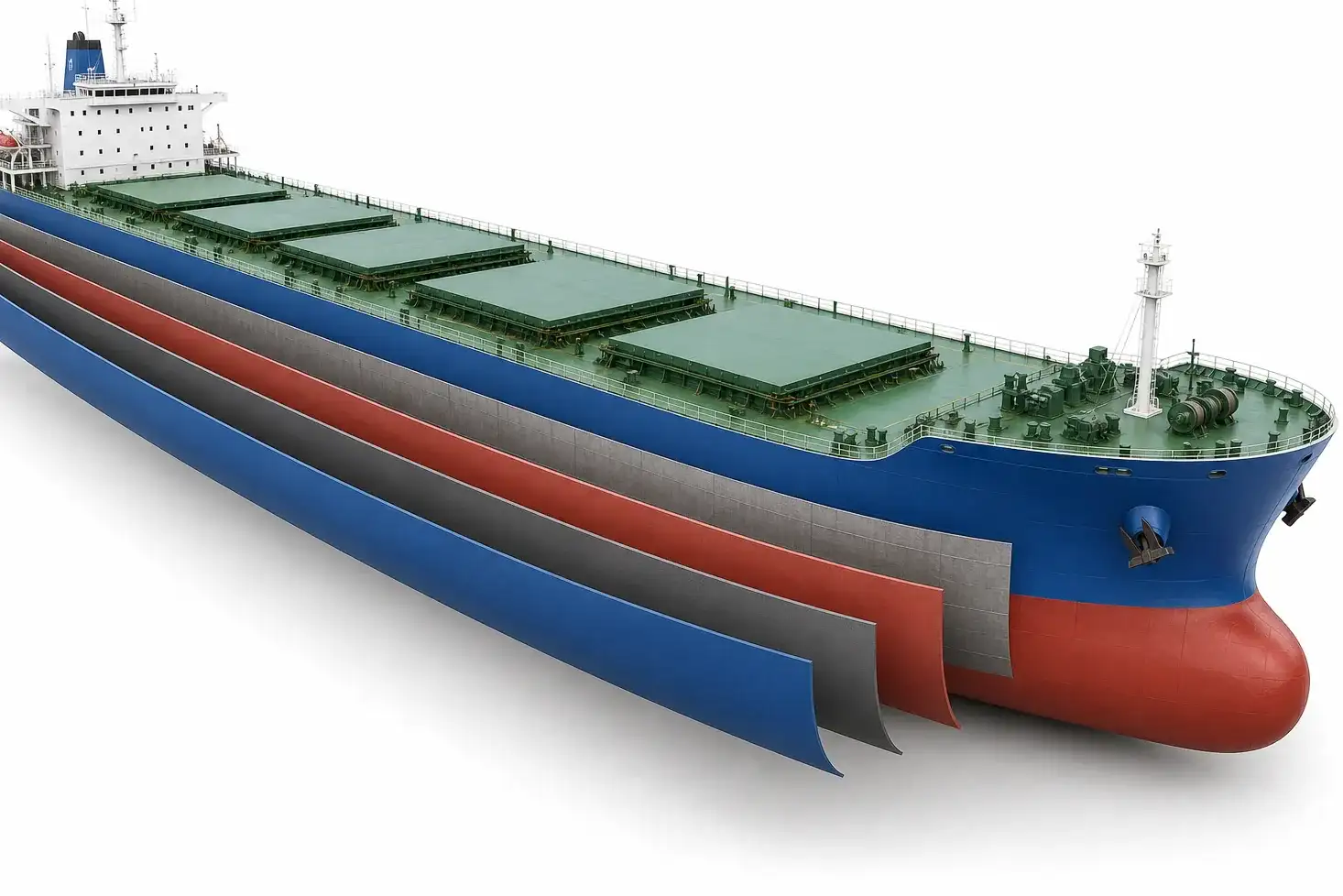
该系统将钢底漆粘合、主膜保护和暴露表面耐久性分开,有助于减少海洋钢环境中的粘合失效、腐蚀复发和风化风险。
在喷涂主膜之前,BW8008 在经过适当处理的船用钢材上形成稳定的底漆界面。它有助于改善钢基材和 BW3-900 保护膜之间的粘合,支持防锈处理区域、焊缝、钢边缘和其他细节区域周围的防腐界面稳定性。
BW3-900 在 BW8008 底漆钢表面上形成主要的厚浆喷涂聚脲膜。该层有助于减少由海水飞溅、盐雾、甲板磨损、冲击、磨损、焊缝、钢边缘、接头和重叠引起的腐蚀和泄漏路径。
BW0-8028 用作 BW3-900 膜上的外露防腐面漆。它有助于提高对紫外线照射、盐雾、潮湿海洋空气、表面老化、褪色和长期户外风化的抵抗力。
该系统通过钢材表面处理、BW8008底漆涂覆、BW3-900喷涂成膜和BW0-8028外露面漆保护而构建。

在涂层工作开始之前,清洁并检查船用钢表面。清除松散的锈迹、盐污染、油污、灰尘、弱旧涂层和其他污染物,然后在涂底漆之前检查焊缝、钢材边缘、螺栓孔、甲板细节、飞溅区、表面轮廓和露点裕度。
在准备好的钢材上涂抹 BW8008,在主喷涂膜之前形成底漆界面。控制底漆覆盖率、目标膜厚度和重涂时间,以便将以下 BW3-900 膜涂覆在稳定的底漆表面上。


在涂有 BW8008 底漆的钢表面上喷涂 BW3-900 作为主要的无缝厚浆保护膜。薄膜应在甲板区域、船体飞溅区细节、焊缝、钢材边缘、拐角、接缝、重叠和其他高风险细节区域保持连续。
在BW3-900卷材上涂刷BW0-8028作为外露防腐耐候面漆。它有助于保护膜表面免受紫外线照射、盐雾、潮湿的海洋空气、表面老化和长期户外使用条件的影响。

船用钢材保护的系统相关值:金属附着力、耐盐雾性、阴极剥离、厚膜耐久性和外露面漆耐候性。
| 项目 | 测试标准/参考 | 结果 |
|---|---|---|
| 密度克/立方厘米 | GB/T 6750-2007 | 1.08 |
| 阴极剥离 | HG/T 3831-2006 | ≤15毫米 |
| 固体含量 | 产品信息 | >65% / >65% |
| 干金属附着力 | ASTM D-3359 | 11.5 MPa或基材破裂 |
| 温度变化 | GB/T 9278-1988 | -40 至 +180°C,24 小时:正常 |
| 耐盐雾性 | 耐化学性 | 1000小时,无腐蚀、起泡、剥落 |
| 耐酸性 | 耐化学性 | 50% H2SO4 或 15% HCl,30 d:无腐蚀、起泡或剥落 |
| 耐油性 | 耐化学性 | 0#柴油、原油,30d:无腐蚀、起泡、剥落 |
| 项目 | 测试标准/参考 | 结果 |
|---|---|---|
| 伸长率 | GB/T 23446-2009 | 482% |
| 撕裂强度 | GB/T 23446-2009 | 85kN/米 |
| 凝胶时间 @ 25°C | 产品信息 | 4-6秒 |
| 拉伸强度 | GB/T 23446-2009 | 22兆帕 |
| 钢材附着力 | GB/T 23446-2009 | 11.3兆帕 |
| 阴极剥离 | HG/T 3831-2006 | ≤15毫米 |
| 耐磨性 | HG/T 3831-2006 | 4.2毫克 |
| 固体含量 | 产品信息 | 100% / 100% |
| 抗渗性 | GB/T 23446-2009 | 0.4MPa/2h,不渗透 |
| 耐盐雾性 | 耐化学性 | 2000小时,无腐蚀、起泡、剥落 |
| 项目 | 测试标准/参考 | 结果 |
|---|---|---|
| 冲击强度 | GB/T 1732 | 50公斤·厘米 |
| 铅笔硬度 | 物理性能 | H |
| 弯曲试验 | 物理性能 | ≤1毫米 |
| 耐磨性 | HG/T 3831-2006 | 5毫克 |
| 抗渗性 | 物理性能 | 2.1兆帕 |
| 固体含量 | 产品信息 | 75% / 90% |
| 加速老化 | GB/T 14522-1993、1000h | 光损失<1;粉化<1 |
| 耐盐雾性 | 耐化学性 | 3000小时,无腐蚀、起泡、剥落 |
| 耐酸/碱/盐 | 耐化学性 | 40% H2SO4 或 10% HCl、40% NaOH、60 g/L 盐,240 小时 |
上述值选自当前产品详细信息、物理特性和耐化学性表。最终膜厚和适用性应根据基材状况、使用暴露、详细设计、项目规范和最新批准的技术数据表来确认。
交接前重点检查钢材表面准备情况、BW8008底漆状况、BW3-900膜连续性和BW0-8028外露面漆质量。
涂底漆前确认钢材表面已准备好。
在涂装面漆之前检查底漆条件和膜结构。
维修前检查暴露的面漆表面。
在最终规格之前,使用这些检查来判断 BW8008 + BW3-900 + BW0-8028 系统是否合适。
对于准备好的船舶甲板钢、甲板细节、螺栓孔和磨损区域,交通、常湿、冲击和磨损会增加涂层应力。在确认适用性之前检查船舶甲板。
对于项目审查后暴露于海水飞溅、盐雾、潮湿海洋空气和反复干湿循环的选定船体飞溅区区域。在确认适用性之前检查飞溅区域。
对于焊缝、钢材边缘、拐角、接头、重叠和过渡,薄覆盖或边缘处理不良可能会增加涂层失效风险。
适用于暴露于紫外线、风、雨、盐沉积和潮湿海洋空气中的海上钢结构和室外海洋部件。在确认适用性之前检查紫外线照射。
不要仅从面积来确定材料消耗。订购前确认钢材表面处理标准、可溶性盐控制、腐蚀等级、使用暴露、目标干膜厚度、边缘细节处理、检验标准和维护要求。
使用BW8008、BW3-900和BW0-8028进行船用钢材防腐和盐雾防护的常见问题。


